یکی از روشهای قدیمی و پرکاربرد درزمینهی شکلدهی فلزات، شکلدهی ورقهای فلزی است. امروزه محصولات و قطعات صنعتی بسیاری نظیر: بدنه اتومبیل، لوازمخانگی و اداری، به دلیل صرفه اقتصادی در تولید از این روش ساخته میشود. ازاینرو پژوهشهای گستردهای برای بهینه کردن این فرآیندها و کمینه کردن عیبهای موجود در آنها انجام شده است.
فرآیند شکلدهی ورقهای فلزی عبارت است از انجام یک تغییر شکل پلاستیک که روی ورق انجام میپذیرد تا یک قطعه مهندسی با شکل دلخواه تولید گردد. برای انجام این کار روشهای گوناگونی وجود دارد که در هر یک از آنها شیوههای بارگذاری و شرایط مرزی متفاوتی بکار گرفته میشود. رفتار یک ورق فلزی در یک فرآیند شکلدهی وابسته به چند عامل بوده که اهمیت هرکدام از این عوامل بستگی به فرآیند بکار گرفتهشده دارد. ازجمله این عوامل میتوان به شکل نمودار تنش کرنش، ناهمسانگردی، ناهمگنی ورق و حساسیت به نرخ کرنش اشاره نمود. همچنین اندازه و مسیر بارگذاری در هنگام تغییر شکل نیز ازجمله عوامل تأثیرگذار است.
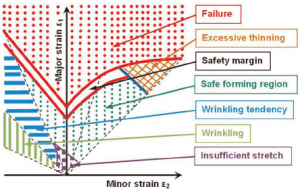
فرآیندهای شکلدهی ورقهای فلزی دارای طبیعت کششی بوده و مقدار تغییر شکلی که هر مرحله میتوان ایجاد کرد با شروع ناپایداری کششی گلویی شدن و پارگی محدود میگردد. از طرف دیگر به دلیل نازک بودن ورق در این فرآیندها، احتمال رخ دادن چروکیدگی درجاهایی که یکی از تنشهای اصلی فشاری باشد، وجود دارد. هنر و علم شکلدهی ورقهای فلزی عبارت است از طراحی فرآیند بهگونهای که بتوان بدون پارگی یا چروکیدگی در قطعه، به شکل مطلوب دستیافت.
شکلپذیری یک ورق فلزی بیانگر محدودیت عملکرد آن بدون ایجاد عیب در یک عملیات شکلدهی است که در آن ورق فلزی با اعمال نیروی سنبه و نیروی ورق گیر مناسب تحت تغیر شکل سهبعدی پلاستیک قرار میگیرد. بهمنظور ارائه معیارهای حد شکلدهی در آزمونهای مختلف، چندین روش اندازهگیری شکلپذیری مانند آزمون ارتفاع گنبد، نسبت کشش حدی و منحنی حد شکلدهی (FLD) پیشنهاد شده است. در منحنی اف ال دی کرنشهای اصلی برحسب کرنشهای فرعی رسم میشود و چنانچه کرنشهای موجود در ورق بهگونهای باشد که نقطه متناظر با آن بالاتر از این نمودار قرار گیرند، ورق دچار گلویی خواهد شد. در واقع منحنی های حد شکل دهی محدوده ترکیب کرنش هایی است که شروع گلویی موضعی را مشخص میکند. بهعبارتدیگر منحنیهای حد شکلدهی نشاندهندهی ارتباط بین کرنشهای اصلی به هنگام شروع گلویی موضعی است.